
Filterikoti lekke ennetamise võimalused söeküttel töötavates elektrijaamades: kleepuva katteprotsessi ja PTFE lindistamise protsessi võrdlus
2025-02-25
Üldiselt eelistatakse kuuma sula protsessifilterikottLekke ennetamist ja kui kuuma sula protsessi ei saa kasutada, saab valida liimi katteprotsessi või PTFE lindiprotsessi. Söeküttel töötavate elektrijaamade keerukate suitsugaaside tingimuste ja karmi keskkonna tõttu hindasime kleepuva katteprotsessi ja PTFE lindiprotsessi soojustakistuse ja happeliste korrosioonikindluse osas, et anda viide kottide lekke ennetamise meetmete valimiseks.
1 PTFE lindi soojustakistus
Söeküttel töötavate elektrijaamade suitsugaasi temperatuur on tavaliselt üle 100 ℃, mõned eritingimused võivad ulatuda 170 ℃-ni ja hetkeline töötemperatuur võib ulatuda isegi üle 200 ℃. Kõrgetemperatuurilise keskkonna tegelike töötingimuste simuleerimiseks on kõrge temperatuuriga ahjus asetatud 5 × 5 cm katseproovide spetsifikatsioon, kuumtöötlus kiirusel 200 ℃ 24-tunnise seisundi korral, et jälgida selle ilmseid muutusi. Nagu on näidatud joonisel 1, on kleepuvate ja PTFE -lindiga kaetud proovide võrdlusest enne ja pärast kõrge temperatuuriga töötlemist näha, et kleepuvate kattega proovide ilmnemine muutus värvusega pisut kollakaks, kuid hermeetik oli kindlalt ühendatud filtermaterjali substraadiga; PTFE -lindil tehti ilmselge kahanemine ja PTFE lindi servad õhutasid ilmselget tumekollast ainet. Seetõttu võib näidata, et PTFE -lindi ja õmblemise sulandumine ei sõltu PTFE ja substraadi termilisest sulandumisest, vaid liimist, mis ei sobi kõrge temperatuuriga keskkonnas.
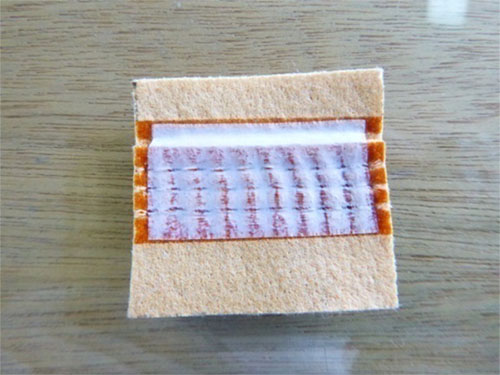
Joonis 1 proovid pärast kõrgtemperatuuriga töötlemist (vasak pilt on kaetud liimiga, parem pilt PTFE-lindiga)
2. happekindlus
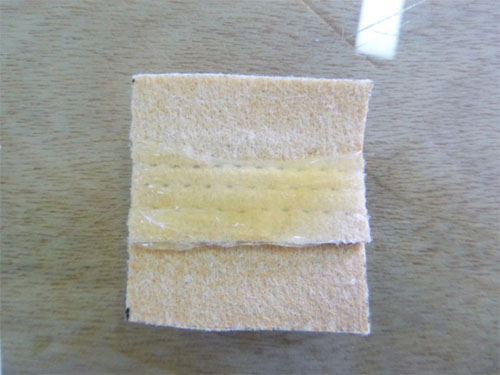
Söe väävel põletatakse SO2 genereerimiseks ning seejärel oksüdeeritakse ja kontakteerutakse veega, moodustades väga söövitava väävelhappe, millel on teatav mõju hermeetikule ja PTFE -lindile, mida kasutatakse pin -augu tihendamiseks. Happe korrosioonikeskkonna tegelike töötingimuste simuleerimiseks sukeldatud 35% väävelhappe lahusesse paigutatud 5 × 5 cm katseproovide spetsifikatsioon, mis on sukeldatud 24 tunni jooksul, et jälgida ilmseid muutusi. Nagu on näidatud joonisel 2, pärast väävelhappe lahusega töötlemist kleepuva katteprotsessi abil töödeldud proovid ei muutu värvi välimus märkimisväärselt, liim on pisut kleepuv, kuid hermeetikut saab kindlalt siduda filtrisubstraadiga; PTFE-lindi töödeldud proovid, mida töödeldi väävelhappelahusega, kukub PTFE-lint maha ja filtrisubstraat on peaaegu eraldatud, mis võib olla tingitud PTFE-lindi liimist, mis ei ole happekindel, mis põhjustab PTFE lindi languse. Seetõttu on PTFE -lint insenerirakendustes happeliste söövitavates keskkondades välja langenud, mille tulemuseks on näpunäidete tihendamise rikke ja tolmu lekke oht, seega sobib kleepuv katteprotsess tugevamalt tugeva happega söövitava keskkonna jaoks.


Joonis 2 Proovid pärast töötlemist väävelhappega (vasak pilt on kaetud liimiga, parem pilt PTFE -lindiga)
Kokkuvõtlikult võib testide võrdluse kaudu leida, et kleepuva katteprotsessil on parem soojustakistus ja happeliste korrosioonikindlus võrreldes PTFE lindiprotsessiga.
3. Tüüpiline juhtumianalüüs
Hunani provintsis Hengyangi linnas asuv katla, kasutades PTFE lindiprotsessiga töödeldud filterikotti tootja A näpunäidetes, töötati 2016. aasta septembris ja a a.filterikottvaliti juhuslikult testimiseks ja hindamiseks pärast 12 -kuulist operatsiooni.
Filterikoti välisküljelt suletakse filterikoti pin -auguga PTFE -lindiga ning koti pea, kere ja põhjas on PTFE -lindi mitu punnis ja koort. Nagu on näidatud joonisel 3.1, punnis PTFE lint koti korpuse kohalikku asendisse. PTFE -lindi punnis ja maha kukkumise tõttu jäi koti sisse suur kogus tolmu ja mikroskoobi all täheldati, et tolm oli levinud näpunäidete servani ja kohalikel näpunäidetel oli ilmne tolmu infiltratsioon.


Joonis 3 PTFE lint punnib filterikoti kohalikku asendisse (vasakpoolsel pildil on üldine efekt, paremal pildil on kohalik mikroskoobi laienemine)
4. Järeldus
FilterikottKotifiltri põhikomponendina võib filterikoti õmblemise augul tunduda tolmu leke, et vähendada ülemääraste standardite emissioonist põhjustatud tolmu põgenemise ohtu, tuleb see filterikoti lekkeallikast haarata vastavalt filterikoti õmblemise eelistatud termilise sulandumistehnoloogia kasutamisele, kui te ei ole võimalik kasutada soojuse protsessi, mis võib kasutada soojuse protsessi ja tehke soodne protsess. Lindiprotsess. Eksperimentaalsed tulemused näitavad, et kleepuva katteprotsessil on parem soojustakistus ja happeliste korrosioonikindlus kui PTFE lindiprotsessis; Ja on oht, et PTFE -lint kukub maha ja tolm tungib läbi aukude, kui PTFE lindiprotsess on tegelikult rakendatud. Seetõttu, kui kuuma sulamisprotsessi ei saa kasutada, tuleb kasutada usaldusväärsemat kleepumisprotsessi ja PTFE lindiprotsess tuleb hoolikalt valida.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy