
Kuidas vältida tolmukollektor filterikoti leket ja hoida madalaid emissioone?
2024-09-27
TootminefiltrikotidPeab olema lekkekindlad, kuna need tekitavad õmblemisel näpunäiteid ja on seetõttu oht suurendada kottide heitkoguseid operatsiooni ajal. Lekke ennetamine tagab, et Baghouses saavutab pidevalt madala heitkoguse. Arutleme, kuidas Baghouses lekete tuvastada ja käsitleda eraldi artiklis.
1 filterikoti lekke ennetamise meetmed
1,1HOT sulaprotsess
Kuum sulab lahendada traditsioonilises õmbluses toimuvad burride, lahtiste niidide, näpunäidete ja muude probleemide probleemidfiltrikotid, eriti koti kehas olevad augud, on efektiivsus umbes 5 korda suurem kui traditsiooniline õmblemine ja sellel on isegi õmblemise ja tugeva sideme eelised. Kuid mitte kõiki filtrikotte ei saa õmmelda kuuma sulamisprotsessiga, tavaliselt saab ühekihilisi kiudaineid, termoplastilisi kiudainete filterikotte õmmelda kuuma sulamisprotsessiga. Joonis 1.1 näitab filtrikoti skemaatilist diagrammi pärast kuuma sulamist. Pärast kuumasulavusega töötlemist pole filterikoti liigestes nööpikuid ja peene tolmu tungimise oht läbi näpunäite pole. Seetõttu on samades katsetingimustes kuuma sula filtrikoti filtreerimise efektiivsus kõrgeim.
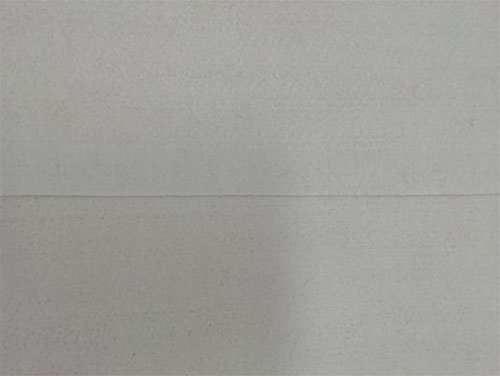
Joonis 1.1 Filterikoti skemaatiline diagramm pärast kuuma sulamist töötlemist
1.2 KOHALDAMINE
Kui kuum sula õmblemine pole võimalik ja niidi õmblemist kasutatakse, jäetakse paratamatult filtrikotti. Katteprotsessi kasutatakse tööstuses sageli filtrikottide lekete vältimiseks. Katteprotsess algab sobiva hermeetiku valimisega keerukate suitsugaaside tingimustes. See saavutatakse kolmeharulise lähenemisviisi abil: labori hindamine, tootmiskatsed ja insenerikogemus. Kui sobiv hermeetik on tuvastatud, kasutatakse koti õmblusniidi tihvtidele hermeetiku kihi kandmiseks automaatset koti katteseadmeid. See tagab kaetud toote pinna stabiilsuse ja ühtluse ning optimeerib näpunäidete tihendamise. Uuringud on näidanud, et kaetud kottide filtreerimise efektiivsus on sarnane kuumade sulafiltri kottide omaga.
Joonis 1.2 näitab koti nööride skemaatilist diagrammi enne ja pärast kattekihti.

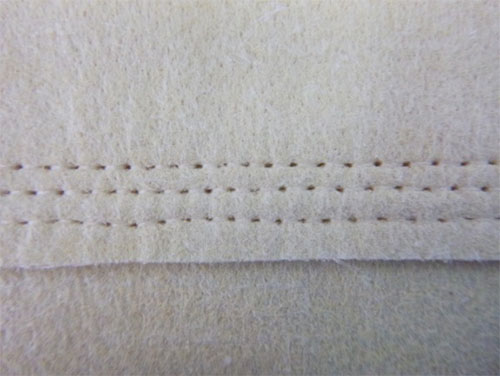
Joonis 1.2 Koti näpunäidete skemaatiline diagramm enne ja pärast kattekihti (ülemine skeem liimiga, alumine diagramm ilma liimita)
1.3ptfe lamineerimise protsess pindade pitseerimiseks
Täiendav meetod lekke vältimiseks on PTFE -lindi lamineerimise protsessi kasutamise kaudu tihvtide tihendamine. Hoolimata asjaolust, et PTFE-lint on kuumaresistentne ja keemiliselt stabiilne materjal, on endiselt võimalus, et see võib substraadist eralduda, kui see kuum lamineerimisega kinni peetakse. Kui PTFE -lint on täielikult eemaldatud, on ikkagi võimalus tolmu tungida. Nagu on näidatud joonisel 1.3, on see näpunäidete skemaatiline esitusfilterikottjärgides tihendusprotsessi PTFE lindiga.
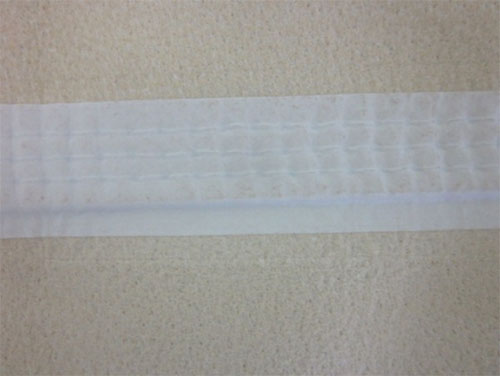
Joonis 1.3: Filterikoti skemaatiline diagramm pärast PTFE lindi pealekandmist



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy