
Kuidas valida filterikoti lekke ennetamise protsess?
2024-09-27
Nagu me varem mainisime, on 3 protsessi, mida vältidafilterikottleke. Parim meetod on kuum sulatamisravi, millel on odavad ja hea lekke ennetamise efekti. Kui kuuma sulaprotsessi ei saa kasutada, kuidas peaksime ülejäänud kaks protsessi valima? Võttes näitena söeküttel töötavate elektrijaamade suitsugaasi, hindab järgmine katteprotsessi ja PTFE lindiprotsessi soojustakistuse kahest aspektist ja happeliste korrosioonikindluse kahest aspektist, pakkudes filterikoti lekke ennetamise mõõtmete valimist.
1 PTFE lindi soojustakistus
Söeküttel töötavate elektrijaamade suitsugaasi temperatuur on tavaliselt üle 100 ° C ja mõnes spetsiaalsetes töötingimustes võib see ulatuda 170 ° C-ni ja hetkeline töötemperatuur võib ulatuda isegi üle 200 ° C. Termiliste elektrijaamades kasutatavad filterikotid peavad olema võimelised töötama kõrge temperatuuriga keskkonnas. Tegelike töötingimuste kõrge temperatuuri keskkonna simuleerimiseks pandi katseproovid 5 x 5 cm spetsifikatsiooniga kõrge temperatuuriga ahju ja nende välimuse muutusi täheldati pärast kuumtöötlust temperatuuril 200 ° C 24 tundi. Nagu on näidatud joonisel 2.1, on liimkatte ja PTFE-lindiprotsessiga töödeldud proovide võrdlusest enne ja pärast kõrgtemperatuuriga töötlemist näha, et liimiga kaetud proovi välimus värviti pisut helekollaseks, kuid hermeetik oli kindlalt ühendatud filtermaterjali substraadiga; samal ajal kui PTFE lint kahanes märkimisväärselt ja PTFE -lindi servast väljusid ilmsed tumekollased ained. Seetõttu saab selgitada, et PTFE-lindi ja õmbluse sulandumine ei põhine mitte PTFE ja substraadi termilisel sulandumisel, vaid liimi adhesioonil ja seda tüüpi liim ei sobi kõrge temperatuuriga keskkonnas.
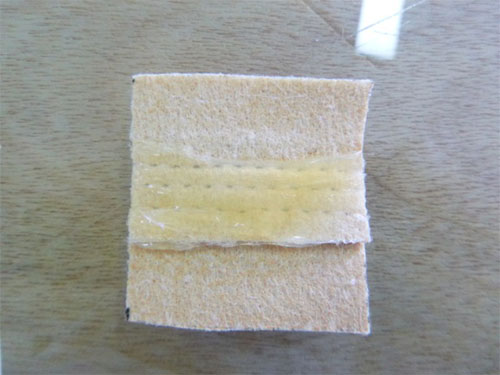
Joonis 1 proov pärast kõrge temperatuuriga töötlemist (ülemisel pildil on kaetud liimiga ja alumisel pildil on PTFE lint)
2 Happe korrosiooniresistentsus
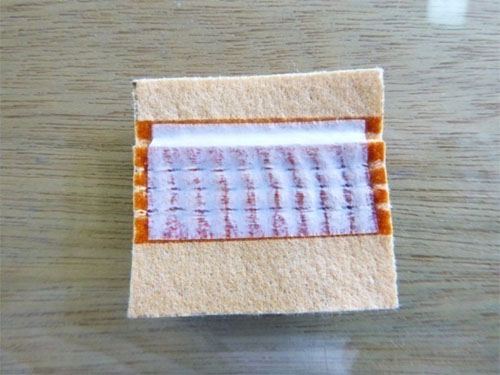
Söe põletamisel toodetakse väävlit ja seejärel moodustub pärast oksüdatsiooni ja kokkupuudet tugevate söövitavate omadustega väävelhapet ja kokkupuudet veega, millel on teatav mõju hermeetikule ja PTFE -lindile, mida kasutatakse pindade pitseerimiseks. Happe söövitava keskkonna simuleerimiseks tegelikes töötingimustes pandi proov 5 x 5 cm spetsifikatsiooniga 35% väävelhappe lahusesse ja seda täheldati oluliste muutuste osas pärast 24 -tunnist sukeldamist. Nagu on näidatud joonisel 2.3, ei ole liimiga töödeldud proovil pärast kokkupuudet väävelhappelahusega ilmselge värvimuutus ja kolloid on pisut kleepuv, kuid hermeetikut saab kindlalt filtri materjali substraadi külge kleepuda; PTFE -lindiga töödeldud proov eraldatakse pärast kokkupuudet väävelhappe lahusega ja eraldatakse peaaegu filtri materjali substraadist. Põhjus võib olla see, et PTFE lindi liim ei ole happe korrosiooni suhtes vastupidav, põhjustades PTFE lindi koorimise. Seetõttu on sobivam kasutada kleepuvat katteprotsessi insenerirakendustes, kus PTFE -lindid on altid tugevas happelises söövitavates keskkonnas koorima, põhjustades pin -augu tihendite rikke ja tolmu lekke riski.


Joonis 2 proovid pärast väävelhappe töötlemist (ülemisel pildil on kaetud liimiga ja alumisel pildil on PTFE lint)
Kokkuvõtteks näitavad eksperimentaalsed võrdlused, et kleepuva katteprotsessi soojuse ja happelise takistus on parem kui PTFE lindiprotsess.
3. Tüüpiline juhtumite analüüs
Pärast kasutamist oli PTFE -lindiga kliendi filterikotil palju probleeme.
Märkasime, etfilterikottOli mitmeid PTFE -linti punni ja väljastpoolt valamist. See oli näpunäide, kotipea, koti korpuse ja koti põhjas. Joonis 3.1 näitab PTFE -linti punnis koti korpuses. Lint punnib, kukub maha ja jätab palju tolmu sisse. Kui vaatasime seda mikroskoobi all, nägime, et tolm oli levinud näpunäidete servani ja sattus kohalikku nööri augusse.


Joonis 3.1 PTFE -lint punnis filterikoti osas (ülemine pilt on üldine efekti pilt, alumine pilt on osaline mikroskoobi suurendatud pilt)
4 Järeldus
Filterikott kotifiltri põhikomponendina,filterikottÕmblemine näputäis võib tunduda tolmu leke, et vähendada liigsete heitkoguste põhjustatud tolmulekke ohtu, tuleb seda filterikoti lekke tootmise allikast haarata, et täita filterikoti õmblemise kasutamise nõuded eelistatud kuuma sulamisprotsessi, kui kuuma sulaprotsessi ei ole võimalik kasutada, et neid kasutada, et kasutada, et protsessit ja võita. Eksperimentaalsed tulemused näitavad, et kleepuva katteprotsessil on parem soojustakistus ja happeliste korrosioonikindlus kui PTFE lindiprotsessis. Lisaks on PTFE -lindi praktiliste rakenduste näpunäidete kaudu PTFE -lint koorimise ja tolmu tungimise oht. Seetõttu, kui kuuma sulaprotsessi pole võimalik kasutada, peate valima usaldusväärse, tugeva kleepumisprotsessi, peab PTFE lindiprotsessi valik olema ettevaatlik.



X
We use cookies to offer you a better browsing experience, analyze site traffic and personalize content. By using this site, you agree to our use of cookies.
Privacy Policy